Piotr Ciszewski, Mariusz SochackiWykorzystanie mikroobróbki laserowej w elektronice dynamicznie wzrasta dzięki nowym innowacyjnym technologiom produkcji, które spełniają wymagania postępującej miniaturyzacji przy jednoczesnej redukcji kosztów. Jednym z przykładów jest zastosowanie laserów w procesach wytwarzania płytek drukowanych (PCB). W przypadku obwodów sztywnych i elastycznych przewiduje się wprowadzenie wymiarów krytycznych, które będą bardzo trudne do osiągnięcia przy użyciu aktualnie stosowanych technologii z zachowaniem akceptowalnych kosztów
[1].
Branża nieustannie poszukuje innowacyjnych źródeł laserowych stosowanych w urządzeniach do produkcji zaawansowanej elektroniki, które będą kompaktowe, lekkie i atrakcyjne cenowo.
Podstawowym czynnikiem napędzającym wykorzystanie technologii laserowej jest nieustanny postęp w zakresie miniaturyzacji - lasery oferują wysoce dokładną, precyzyjną i bezdotykową alternatywę dla konwencjonalnych procesów obróbki mechanicznej. Lasery wykorzystywane są obecnie w różnych procesach produkcji płytek drukowanych, w tym do drążenia mikrootworów, depanelingu, profilowania (cięcia), procesach naświetlania masek przeciwlutownych - LDI (Laser Direct Imaging), naprawie, przycinaniu, znakowaniu i skrawaniu
[4].
Wybór rodzaju lasera do obróbki obwodów drukowanych uzależniony jest przede wszystkim od właściwości i grubości obrabianego materiału, wymaganego czasu trwania impulsu, długości fali, mocy, średnicy wiązki oraz wydajności procesu, która będzie wpływać na koszty wdrażanej technologii. Pomijając parametr grubości, niektóre materiały ze względu na strukturę są trudne do przetwarzania z różnych powodów, do których z pewnością zaliczyć należy: zbyt niską szybkość procesu technologicznego, czy niedostateczną jakość cięcia, która wpływa na możliwość późniejszego zastosowania
[5].
Ze względu na konstrukcję podłoży płytek drukowanych konieczne jest wykorzystanie lasera pozwalającego na precyzyjną obróbkę materiałów takich jak: mata szklana impregnowana żywicą epoksydową, poliimidy, czy folia miedziana o grubościach od kilku do kilkudziesięciu mikrometrów
[6].
Jeszcze do niedawna najpowszechniej stosowanym narzędziem w obróbce płytek drukowanych, gwarantującym wysoką precyzję i jakość procesu, był laser UV o długości fali od 193 nm do 355 nm
[7]. Promieniowanie o krótszej długości fali, któremu zwykle towarzyszy mniejsza szerokość impulsu i gorsza jakość wiązki (M2), posiada jednak wyraźne zalety, dzięki mocno skupionemu punktowi roboczemu oraz minimalizacji strefy wpływu ciepła HAZ (Heat Affected Zone)
[8]. Dzięki wynalezionym w połowie lat siedemdziesiątych laserom ekscymerowym UV i w ostatnich latach laserom półprzewodnikowym o zwielokrotnionej częstotliwości, pojawiły się nowe możliwości przetwarzania materiałów. W szczególności zdolność do usuwania materiałów organicznych, metali i szkieł do określonej, dobrze kontrolowanej głębokości przy mniejszym narażeniu termicznym sprawiła, że lasery UV są popularne w przemyśle elektronicznym w mikroobróbce ogólnego zastosowania i do specjalnych potrzeb jakim jest mikrowiercenie
[9]. Podstawowym ograniczeniem współczesnych laserów z zakresu UV jest niewielka głębia ostrości, która wpływa na głębokość obróbki. Ze względu na wydajność procesów technologicznych nie przekracza ona zazwyczaj 400 - 800 µm. Osiągnięcie większych głębokości wymaga zmiany ogniskowania wiązki, co znacznie zmniejsza wydajność procesu. Z tego względu lasery UV wykorzystywane są zazwyczaj do cięcia obwodów elastycznych wykonanych z poliimidu, cienkich laminatów typu FR4 oraz drążenia mikrootworów. Wysokoenergetyczne promieniowanie laserowe UV stawia również wysokie wymagania wewnętrznym elementom lasera i jego optyce. Z tego powodu stosowanie źródła z zakresu UV nie zawsze jest uzasadnione ekonomicznie dla laminatów o grubości powyżej 800 µm, ponieważ wymaga kosztownego planu konserwacji i częstej wymiany źródła laserowego. Średnia żywotność takiego źródła jest szacowana na 10 000 godzin pracy a koszt wymiany przekracza typowo 10 000 USD.
Obecnie na rynku dostępne są lasery wyposażone w impulsowe źródła laserowe DPSSL (Diode-Pumped Solid-State Lasers) pracujące w zakresie zielonym – 532 nm. Nowa generacja urządzeń oparta jest na krysztale Nd: YVO4 (wandan itrowo-ortowy domieszkowany neodymem) z podwojoną przemianą częstotliwości SHG (Second-Harmonic Generation) i zastępuje powszechne lasery Nd: YAG (granat itrowo-glinowy domieszkowany neodymem). Jedną z najbardziej atrakcyjnych cech kryształu Nd: YVO4, w porównaniu z Nd: YAG, jest 5-krotnie większy współczynnik absorpcji dla długości fali pompowania 808 nm, która jest obecnie standardem dla diod laserowych dużej mocy. Umożliwia to miniaturyzację kryształów Nd: YVO4 a tym samym, tworzenie bardziej kompaktowych systemów laserowych. Dla określonej, założonej mocy wyjściowej oznacza to także niższy poziom energii pompowania, przy którym wzbudzana jest akcja laserowa, przedłużając w ten sposób żywotność diody laserowej. Cenne jest także szerokie pasmo absorpcji kryształu Nd: YVO4, które jest od 2,4 do 6,3 razy większe niż w przypadku Nd: YAG. Oprócz bardziej wydajnego pompowania, kryształ Nd: YVO4 pozwala na szerszy zakres wyboru specyfikacji diod
[10]. Stwarza to nowe możliwości producentom systemów laserowych w zakresie wyboru diody zgodnej ze specyfikacją docelowego systemu. Szersze pasmo pompy umożliwia także stosowanie diod o niższych tolerancjach, co przekłada się na ograniczenie kosztów
[11]. Inną ważną cechą laserów Nd: YVO4 jest stała, silna emisja pojedynczej linii, a ponieważ kryształ jest jednoosiowy, wytwarza jedynie wiązkę spolaryzowaną, dzięki czemu można uniknąć wpływu niepożądanych efektów dwójłomności na konwersję częstotliwości. Chociaż okres użytkowania kryształu Nd: YVO4 jest około 2,7 razy krótszy niż w przypadku Nd: YAG, to ze względu na wyższą wydajność kwantową pompy, efektywność (slope efficiency) diody laserowej może być utrzymywana ciągle na wysoki poziomie
[12]. Urządzenia oparte na krysztale Nd: YVO4 generują wiązkę o długości fali 532nm i gwarantują tą samą jakość cięcia co źródła UV, przy większej szybkości i wydajności procesu.
Istnieją pewne wyzwania związane z obróbką podłoży PCB, które obejmują tworzenie się strefy oddziaływania termicznego HAZ (Heat Affected Zone), karbonizację, wtórne osadzanie usuniętego materiału oraz zanieczyszczenia. Inna trudność wynika z faktu, że podłoża PCB wzmacniane włóknami są niejednorodne, ponieważ włókno szklane ma zdecydowanie inne właściwości termiczno-fizyczne niż żywica epoksydowa. W efekcie uzyskuje się różne gęstości energii progowej ablacji dla włókna szklanego i żywicy epoksydowej
[13].
Przedmiotem pracy były badania wpływu różnych parametrów lasera na jakość cięcia pod kątem występowania efektów HAZ i karbonizacji ciętego materiału. Prace miały na celu uzyskanie jak najwyższej jakości cięcia podłoży PCB na bazie laminatu FR4 i poliimidu bez rozwarstwiania i uszkodzeń powierzchni, z jak najmniejszą karbonizacją i minimalnym wpływem HAZ.
Dotychczasowe badania dotyczące obróbki płytek drukowanych za pomocą laserów DPSSL 532 nm skupiały się wyłącznie na płytkach giętkich (FPCB), cienkich płytkach sztywnych (o grubości 300 μm) oraz cienkich arkuszach folii miedzianej (o grubości 100 μm). Dla materiału składającego się z poliimidu pokrytego z dwóch stron folią miedzianą oraz z elastycznej warstwy wierzchniej celem było osiągnięcie szerokości cięcia poniżej 40 μm. Najlepsze wyniki cięcia w zakresie utrzymania prędkości i jakości, bez nagrzewania (przypalania) powierzchni, osiągnięto odpowiednio przy 80 W, 25 kHz (100 mm/s), 10 cięć na linię oraz 60 W, 40 kHz (400 mm/s), 10 cięć na linię
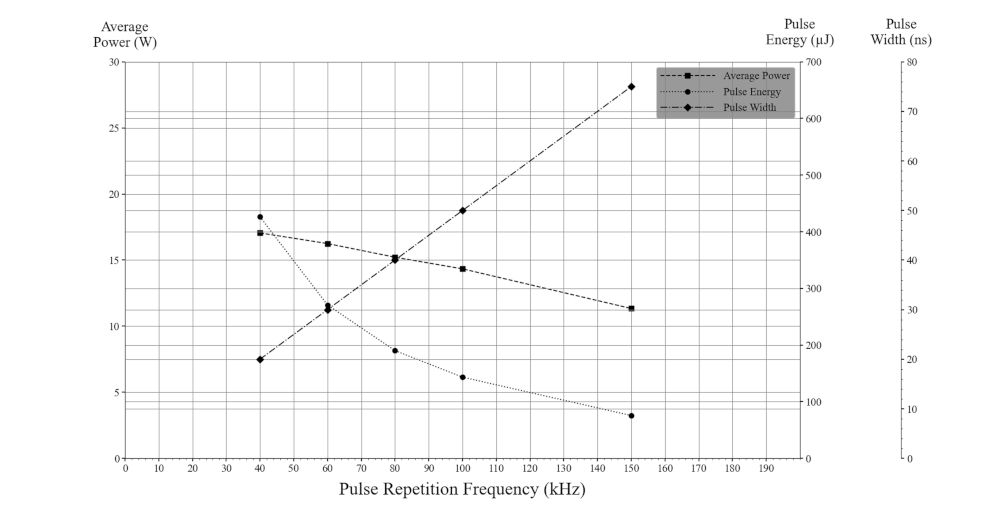
[2]. W pracy autorstwa innej grupy laser został wykorzystany do zademonstrowania skuteczności w obrębie różnych procesów produkcji płytek PCB, np. przy wykonywaniu otworów, cięciu/profilowaniu czy depanelizacji. Okazało się, że do osiągnięcia wysokiej jakości cięcia przy niskim poziomie karbonizacji oraz minimalnej strefie HAZ, optymalne było użycie częstotliwości powtarzania impulsów 150 kHz o energii impulsu na poziomie 64 μJ, co odpowiadało średniej mocy lasera na poziomie 10 W. Aby zwiększyć skuteczność procesu cięcia, wykonano wielokrotne skanowanie linii cięcia. Osiągnięto średnią prędkość cięcia na poziomie 50 mm/s. Nie są dostępne informacje na temat dokładnej liczby skanów. Osiągnięte wyniki potwierdziły, że wysoce wydajne lasery o długości fali 532 nm są odpowiednie do obróbki cienkich (do 180 μm) materiałów FPCB składających się z miedzi i poliimidu, a także cienkich (do 300 μm) sztywnych płytek drukowanych z materiałów żywicznych
[4].
Cięcie giętkiej płytki PCB o grubości 50 μm za pomocą lasera 532 nm zostało zbadane empirycznie w kolejnej pracy
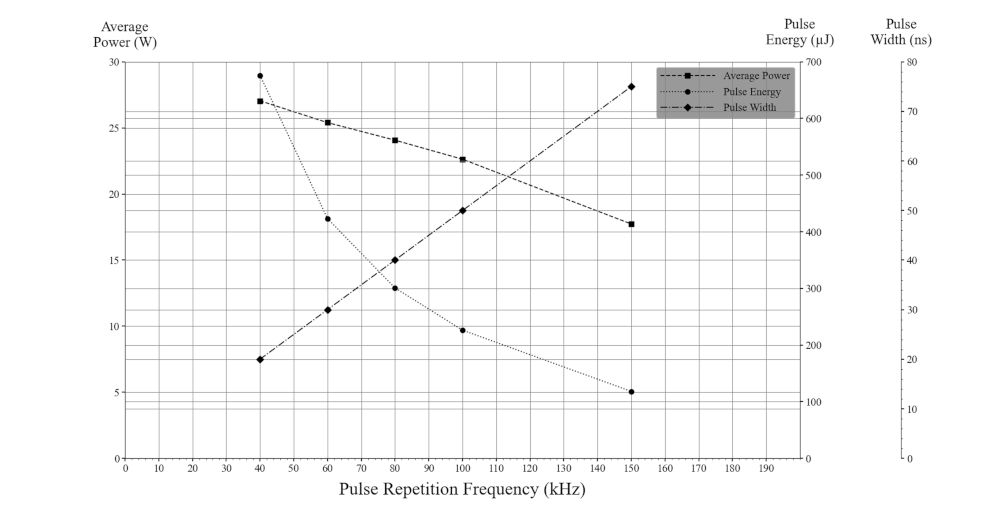
[14]. Porównano różne długości fali, w tym 532 nm oraz podstawową długość 1064 nm. Laser 532 nm miał dostępny zakres powtarzania impulsów w przedziale od 10 do 20 kHz przy czasie trwania impulsu na poziomie 50–70 ns i średniej mocy powyżej 25 W. Zanotowano prędkość cięcia na poziomie > 120 mm/s bez oznak rozwarstwiania, bez mierzalnego efektu przetapiania czy strefy HAZ, a także bez powstawania widocznych odpadów czy to na powierzchni, czy na materiale podłoża.
Dotychczasowe prace badawcze nie obejmowały oceny użyteczności badanych laserów w obróbce tradycyjnych materiałów podłoży o większej grubości. Nasza praca skupia się na środowisku przemysłowym, w którym narzędzia powinny cechować się większą elastycznością, pomimo że konieczne jest indywidualne dobranie i zoptymalizowanie okien procesowych celem ograniczenia kosztów operacyjnych urządzenia. Badania obejmowały cięcie laminatów FR4 o szerokim zakresie grubości – od 0,10 mm do 1,55 mm, co w tym wypadku okazało się zadaniem równie wymagającym, co opracowanie rozwiązania technologicznego do cięcia cienkich laminatów giętkich.
Bibliografia:
[1] Meier, D.J., Schmidt, S.H., PCB Laser Technology for Rigid and Flex HDI: Via Formation, Structuring, Routing. in Proceedings of IPC Printed Circuits Expo, 22-26 (2002).
[2] Hsu H.C. et Al, Cutting PCB with a 532nm DPSS green laser. in 9th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT) (2014).
[3] Hüske M., Burr and Stress-Free Cutting of Flexible Printed Circuits, OnBoard Technology 6, 18-21 (2006)
[4] Tamhankar A. and Patel R., Investigating PCB Processing Using Q-Switched DPSS Nanosecond Green Laser. in 31st International Congress on Applications of Lasers and Electro-Optics (ICALEO 2012) (2012).
https://doi.org/10.2351/1.5062386 [5] Lawrence J., Advances in Laser Materials Processing. (Elsevier Ltd., 2018).
https://doi.org/10.1016/C2015-0-05718-5 [6] Hahn Ch. et Al., Green Beats UV: New Solutions for Depaneling & Pcb Cutting, The Laser User 82, 22-23 (2016)
[7] Oosterhof A. and Gonzalez J., Investigation of Cutting Quality and Mitigation Methods for Laser Depaneling of Printed Circuit Boards, (2019)
[8] Patel R., Bovatsek J. and Tamhankar A., Pulse Control in High-Power UV Laser Enables New Micromachining Options, Laser Focus World 49, 49-53 (2013)
[9] Illyefalvi-Vitéz Z., Ruszinkó M. & Pinkola J., Laser Drilling and Pattern Processing for MCM-L Prototyping, The International Journal Of Microcircuits And Electronic Packaging 21, 349-354 (1998).
[10] Bluebean Optical Tech Ltd.: Nd:YVO4 Crystal Properties and Applications, Avalible at:
http://www.bbotech.com/product.php?cid=93. (Accessed: 04th June 2020).
[11] ITI Electro-Optics Corp.: High Purity Nd: YVO4 Laser Crystals. Available at:
https://www.photonicsonline.com/doc/high-purity-ndyvo4-laser-crystals-0001. (Accessed: 04th June 2020).
[12] Precision Micro-Optics Inc. Neodymium Doped Yttrium Orthvanadate (Nd:YVO4) (2016).
http://www.pmoptics.com/neodymium_doped_yvo4.html. (Accessed: 04th June 2020).
[13] Wang X.C. and Zheng H.Y. High quality laser cutting of electronic printed circuit board substrates, Circuit World 35, 46-55 (2009).
https://doi.org/10.1108/03056120911002415[14] Henry M., Harrison P., Wendland J. and Parsons- Karavassilis D., Cutting flexible printed circuit board with a 532 nm Q-switched diode pumped solid state laser. in Proceedings of ICALEO, (2005)
Więcej w poniższym artykule: